Our bio polyols should always be used alongside cross-linking polyols with the functionality of more than five. For this, we suggest using the Lupranol 3422 polyol from BASF or the Alcupol R-4720 from Repsol.
All blowing agents currently used in the polyurethane industry are suitable for compositions with our polyols. We have studied water and c-pentane blowing agents, obtaining stable, high-quality, rigid polyurethane compositions.
As catalysts, tertiary amine compounds were used, but for a catalysis trimerization reaction of isocyanate potassium, an acetate solution in diethylene glycol was used.
Thermal conductivity of 0.022 W/mK can be explained by the high density of prepared samples through the method of obtaining samples in moulds. Industrial mixing techniques could improve the cell structure of rigid polyurethane foams, which would improve thermal conductivity characteristics.
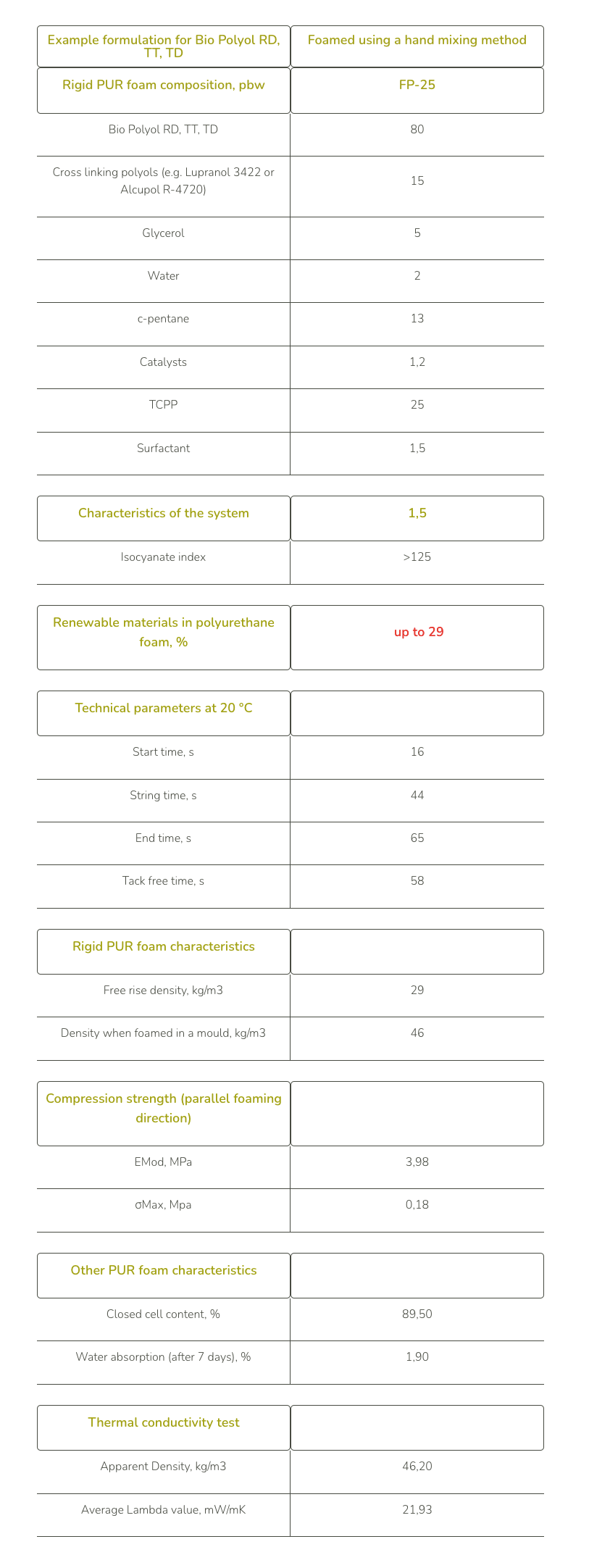
Example formulation for Bio Polyol RD, TT, TD
Foamed using a hand mixing method
Rigid PUR foam composition, pbw
FP-25
Bio Polyol RD, TT, TD
80
Cross linking polyols (e.g. Lupranol 3422 or Alcupol R-4720)